


SIKAFLEX 291 NERO 300ML 390GR (408845)
Impossibile caricare la disponibilità per il ritiro
CONDIVIDI SU
Sikaflex®-291i
Sikaflex®-291i è un sigillante tixotropico poliuretanico monocomponente sviluppato specificatamente per il settore nautico, che indurisce con l'esposizione all'umidità atmosferica.
Inoltre, Sikaflex®-291i soddisfa gli standard di bassa propagazione di fiamma stabiliti dalla International Maritime Organisation (IMO).
VANTAGGI
- Approvato Wheelmark
- Formulazione monocomponente
- Elevata elasticità
- Bassa emissione di odori
- Non corrosivo
- Può essere verniciato
- Aderisce bene ad un'ampia varietà di substrati utilizzati nel settore navale
- Esente da solventi
- VOC molto bassi
- Basso contenuto di isocianato
Impieghi
Sikaflex®-291i è un prodotto multiuso utilizzato nella cantieristica navale. È adatto per realizzare sigillature elastiche e resistenti alle vibrazioni, e può essere utilizzato anche per una varia gamma di sigillature interne.Sikaflex®-291i aderisce molto bene ai materiali comunemente usati nelle costruzioni nautiche, quali legno, metalli, primer per metalli e sistemi per verniciatura (sistemi bicomponenti), materiali ceramici e plastici (vetroresina, ecc.). Sikaflex®-291i non deve essere utilizzato per sigillature su materiali plastici soggetti a fenomeni di stress cracking (ad esempio PMMA, PC, ecc.).
Questo prodotto è adatto solo per utenti professionisti esperti. Per garantire adesione e compatibilità dei materiali, è necessario eseguire test con i substrati in condizioni reali.
Packaging
| Mini Unipack | 70 ml |
| Cartuccia | 300 ml |
|
Unipack |
600 ml |
Dettagli Prodotto
MECCANISMO DI INDURIMENTO
Sikaflex®-291i indurisce per reazione con l'umidità atmosferica. A basse temperature il contenuto d'acqua nell'aria è generalmente inferiore e la reazione di indurimento procede più lentamente (vedere diagramma 1).
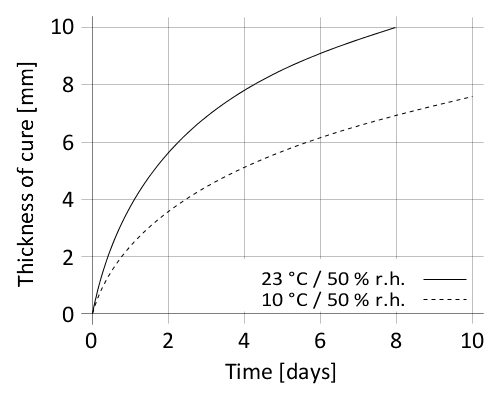
Diagramma 1: velocità di indurimento di Sikaflex®-291i
RESISTENZA CHIMICA
Sikaflex®-291i è generalmente resistente ad acqua dolce, acqua di mare, soluzioni diluite i acidi e basi; resistente nel breve periodo a carburanti, oli minerali, grassi e oli vegetali e animali; non resistente ad acidi organici, alcool, soluzioni concentrate caustiche e di acidi minerali o solventi.
Applicazione
Preparazione della superficie
Le superfici devono essere pulite, asciutte e prive di qualsiasi traccia di grasso, olio e polvere.
Il trattamento superficiale dipende dalla naturaspecifica dei substrati ed è fondamentale per un incollaggio duraturo. Suggerimenti per la preparazione della superficie possono essere trovati nell'edizione corrente dell'appropriata Tabella Sika® Pre-trattamenti. Bisogna considerare che questi suggerimenti si basano sull'esperienza e devono comunque essere verificati con test su supporti originali.
Applicazione
Sikaflex®-291i può essere lavorato tra 10 °C e 40 °C ma devono essere prese in considerazione le variazioni della reattività e delle proprietà di applicazione. La temperatura ottimale per substrati e sigillante è compresa tra 15°C e 25 °C.
Sikaflex®-291i può essere lavorato con pistole a pistone manuali, pneumatiche o elettriche.
Spatolatura e finitura
Spatolatura e finitura devono essere eseguite entro il tempo di formazione della pelle del sigillante.
Si raccomanda l'utilizzo di Sika® Tooling Agent N. Altri agenti di finitura devono essere testati per verificarne l'idoneità e la compatibilità prima dell'uso.
Rimozione
Sikaflex®-291i non indurito può essere rimosso da strumenti e attrezzature con Sika® Remover- 208 o un altro solvente adatto. Una volta indurito, il materiale può essere asportato solo meccanicamente. Mani e pelle esposta devono essere lavate immediatamente utilizzando salviette per la pulizia delle mani come Sika® Cleaner-350H, o un idoneo lavamaniindustriale ed acqua.
Non usare solventi sulla pelle!
Sovraverniciatura
Sikaflex®-291i può essere verniciato in maniera ottimale dopo la formazione della pelle. La pittura potrebbe migliorare trattando la superficie della giunzione con Sika® Aktivator- 100 o Sika® Aktivator-205 prima del processo i verniciatura. Se la vernice richiede un processo di cottura (> 80 °C), si ottengono le migliori prestazioni consentendo al sigillante 'indurire completamente prima. Tutte le vernici devono essere testate eseguendo prove preliminari nelle medesime condizioni di produzione. L'elasticità delle vernici è solitamente inferiore a quella dei sigillanti. Questo potrebbe portarealla rottura della vernice nell'area della giunzione.